KHÁI NIỆM QUÁ TRÌNH TẠO PHOI DO TIỆN
- Thứ năm - 10/04/2014 10:25
- |In ra
- |Đóng cửa sổ này
KHÁI NIỆM QUÁ TRÌNH TẠO PHOI DO TIỆN
Các chi tiết máy đều được chế tạo từ phôi. Phôi là một đối tượng sản xuất mà từ đó với phương pháp làm thay đổi hình dạng, kích thước, độ nhám và nhiều khi cả tính chất của vật liệu ta có được chi tiết cần gia công. Lớp kim loại cần lấy đi trên bề mặt của phôi trong quá trình cắt gọt được gọi là lượng dư gia công. Trong quá trình cắt gọt trên máy tiện thực hiện bằng sự phối hợp của hai chuyển động : chuyển động quay tròn của trục chính và chuyển động tịnh tiến của bàn dao.
Chuyển động quay tròn của trục chính cũng là chuyển động quay tròn của phôi, chuyển động này tiêu thụ phần lớn công suất của máy.
Chuyển động tịnh tiến bao gồm : chuyển động tiến dọc theo đường tâm của phôi; chuyển động tiến ngang có phương vuông góc với đường tâm của phôi; chuyển động nghiêng so với đường tâm của phôi ( tiện côn ) và chuyển động theo một quỹ đạo cong khi tiện chép hình.
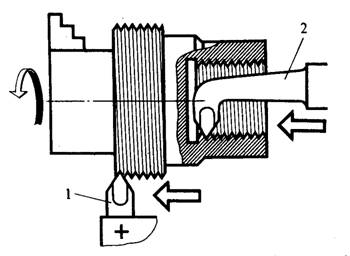
Qua trình cắt gọt kim loại kèm theo những hiện tượng vật lý như biến dạng dẻo, biến dạng đàn hồi của phôi, sự tỏa nhiệt, tạo phoi bám trên phần tham gia cắt gọt của dụng cụ. Những hiện tượng này có ảnh hưởng rất lớn đến quá trình làm việc các dụng cụ cắt và chất lượng sản phẩm.Trong kỹ thuật tiện thông thường người ta sử dụng nhiều dụng cụ cắt gọt khác nhau tùy thuộc vào yêu cầu gia công nhưng về cơ bản là giống nhau. Dụng cụ cắt đơn giản nhất là dao tiện. Phần cắt gọt của dao có hình dáng như cái nêm. Dưới tác dụng của lực P do máy truyền dao sẽ cắt sâu vào bề mặt của phôi và ép nó lại. Trong lớp kim loại bị dồn ép này xuất hiện ứng xuất trong, trong quá trình dao tiếp tục cắt sâu vào phôi và khi ứng suất trong vượt quá ứng suất cho phép liên kết giữa các phân tử kim loại thì phần tử bị nén sẽ bị tách ra và dịch chuyển lên trên theo mặt trước của dao. Chuyển động tiếp theo của dao sẽ tạo nên phoi bằng cách nén, tách và làm dịch chuyển các phần tử kim loại kế tiếp.
Phoi xếp được hình thành khi chúng ta gia công các loại vật liệu cứng và ít dai với tốc độ cắt nhỏ.
Phoi bậc được tạo thành khi gia công các loại thép có độ cứng vừa phải, gia công vật liệu nhôm và các hợp kim của nhôm với tốc độ cắt trung bình. Loại phoi này có dạng sợi mặt dưới nhẵn và mặt trên có hình răng cưa.
Phoi dây được tạo thành khi gia công các loại thép mềm, đồng , chì thiếc và một số loại vật liệu dẻo với tốc độ cắt lớn. Loại phoi này có dạng dây dài hoặc dây xoắn.
Phoi vụng được tạo thành khi gia công các loại vật liệu dòn như gang, đồng thanh, loại phoi này gồm những hạt nhỏ tách rời nhau.
Mọi yêu cầu xin liên hệ Email: thuvientlck@gmail.com hoặc gửi yêu cầu vào mục contact theo link sau: http://thuviencokhi.com/index.php/contact/