













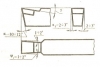
SỰ MÒN DAO,CÁCH MÀI
Trong quá trình cắt gọt, ma sát giữa phoi và mặt trước của dao, giữa mặt sau chính và vật gia công làm cho phần làm việc của dao bị mài mòn. Dao mòn sẽ làm giảm năng suất, độ chính xác và chất lượng của chi tiết gia công. Vì vậy khi dao tiện bị mòn người thợ phải mài lại dao.

Phay nhựa – tưởng dễ nhưng không hề đơn giản
Thoạt đầu, ai cũng nghĩ phay nhựa thì thật đơn giản. Nhưng khi bắt tay vào làm mới thấy có biết bao nhiêu loại vật liệu nhựa và mỗi loại lại có những tính chất vật lý khác nhau khiến cho công việc không dễ dàng như đã nghĩ lúc ban đầu.

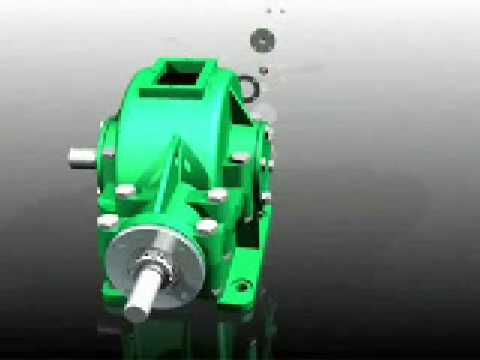
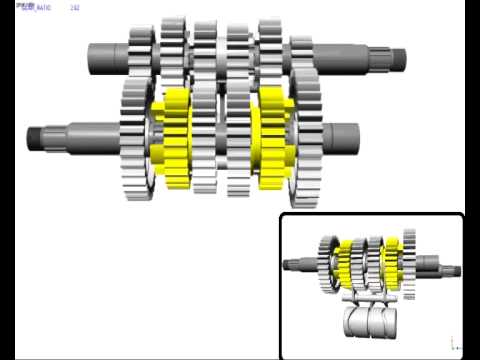
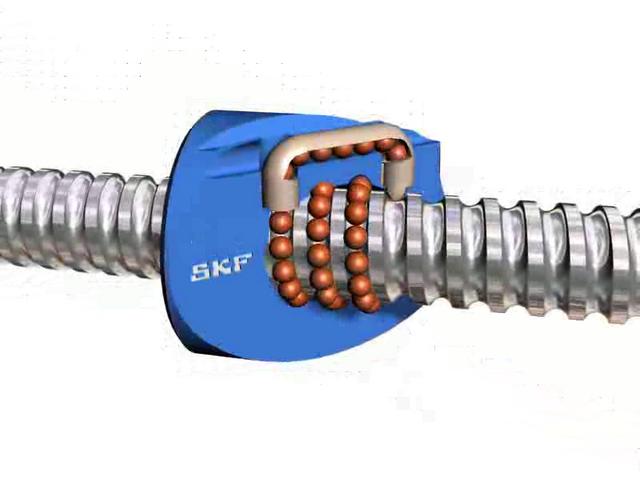
CHỌN DẦU BÔI TRƠN HỘP GIẢM TỐC
Hộp giảm tốc là một bộ phận của máy, có nhiệm vụ làm trung gian để giảm tốc độ từ động cơ đến cơ cấu chấp hành. Hộp giảm tốc được thiết kế và chế tạo theo một tiêu chuẩn thống nhất để bán ra thị trường. Khi chúng ta sử dụng hộp giảm tốc ( HGT ) cần quan tâm đến nhiều yếu tố nhằm tăng tuổi thọ HGT, trong đó bôi trơn các cơ phận bên trong là vấn đề quan trọng nhất.

PHÂN BIỆT CÁC LOẠI INOX
Hiện tại trên thị trường có 4 loại thép không gỉ hay còn gọi là inox : Austenitic, Ferritic, Austenictic + Ferritic (Duplex) và Martensitic. 1. Austenitic: Là loại inox thông dụng nhất . Có rất nhiều loại inox trong nhóm này như : SUS 301, 304, 304L, 316, 316, 321…. Các loại inox này có chứa tối thiểu 7% Niken, 16% Crom và tối đa 0,08% carbon với cấu tạo này thép không gỉ ( inox ) có khả năng chịu ăn mòn cao trong phạm vi nhiệt độ rộng, đặc biệt là không bị nhiễm từ, mềm dẻo dể uốn, dể hàn loại này được dùng trong việc chế tạo các loại vật liệu gia dụng, bình chứa, ống sử dụng trong công nghiệp…

Một số thuật ngữ phân biệt mài, đánh bóng
Để hiểu và vận dụng hợp lý các công cụ và dụng cụ mài hoặc đánh bóng thì người thực hiện cũng như người chỉ đạo, giám sát cần lưu ý đến những điểm khác biệt của các quá trình xử lý bề mặt chi tiết bằng các phương pháp khác nhau.Để tránh sự nhầm lẫn trong quá trình này, xin đưa ra một số khái niệm và thuật ngữ:



Một cái nhìn tổng quát về Kỹ sư Cơ khí – P2
Tên bài viết này có vẻ khá “to tát” nhưng tôi chỉ tập trung vào những ý chính yếu nhất, trọng tâm nhất để tạo sức bậc cho ngành Cơ khí. Thật ra, để trở thành nhà hoạch định chiến lược, họ cần có kinh nghiệm, số liệu cụ thể, am hiểu về dòng chảy công nghệ thế giới và tình hình công nghiệp của đất nước. Điều này cần có thời gian và sự quan tâm thật sự vào lĩnh vực mình chuyên trách.

Một cái nhìn tổng quát về Kỹ sư Cơ khí – P1
Lang thang trên mạng đọc được bài này, một cái nhìn khá chi tiết và toàn diện về ngành và nghề Kĩ sư Cơ khí, anh em Cơ khí tham khảo thử nhé. Kỹ sư Cơ Khí, anh là ai? Là Anh Ba Hưng chứ ai!
Kỹ thuật tiện cơ bản – P4: Kỹ thuật tiện rãnh
Rãnh thường được tiện ở mặt ngoài chi tiết . Rãnh dùng để thoát dao khi tiện ren, lắp vòng chặn, … Để cắt rãnh, cắt đứt phôi thường được định vị và kẹp chặt tương tự như tiện trụ ngoài. Mạch cắt nên bố trí gần sát vấu kẹp .

Kỹ thuật tiện cơ bản – P3: Kỹ thuật tiện côn
Theo phương pháp này thì mặt côn được gia công bằng cách dùng tay thực hiện tiến dao dọc kết hợp tiến dao ngang thông qua các tay quay trên bàn xe dao. Độ côn được xác định bằng hai kích thước chuẩn là đường kính đầu mút lớn và đường kính đầu mút nhỏ.

Kỹ thuật tiện cơ bản – P2: Kỹ thuật tiện lỗ
Tiện lỗ là một trong những phương pháp gia công lỗ, thường dùng để làm rộng một lỗ đã có sẵn. Tiện lỗ có thể gia công lỗ với kích thước bất kỳ đảm bảo độ chính xác kích thước lỗ.
Mẹo vặt trong xưởng Cơ khí
Trong cuộc sống đôi khi ta gặp phải vấn đề nan giải, cứ tưởng là phải cần những cách giải quyết rắc rối hay đầy nét khoa học, rồi thì vì vô tình hay do suy luận đơn giản ta lại tìm ra những phương pháp rất giản đơn mà lại giải quyết được nan đề. Dân gian gọi là “Mẹo vặt”. Trong lĩnh vực Cơ khí cũng vậy, nhất là trong các xưởng sản xuất, rất nhiều kinh nghiệm hay được đúc rút từ quá trình sản xuất thực tế sẽ giúp chúng ta tiết kiệm được thời gian và tiền bạc, bài này tổng hợp và chia sẻ lại một số “mẹo vặt” đó nhé