












 Truyền động bằng dầu ép là loại hệ thống truyền động trong đó một hoặc nhiều công đoạn làm việc bằng chất lỏng. Chất lỏng được sử dụng chủ yếu là dầu khoáng chất. truyền động dầu ép được thực hiện bằng cách cung cấp cho dầu một năng lượng dưới dạng thế năng ( bơm dầu nén dầu với một áp suất nhất......
Truyền động bằng dầu ép là loại hệ thống truyền động trong đó một hoặc nhiều công đoạn làm việc bằng chất lỏng. Chất lỏng được sử dụng chủ yếu là dầu khoáng chất. truyền động dầu ép được thực hiện bằng cách cung cấp cho dầu một năng lượng dưới dạng thế năng ( bơm dầu nén dầu với một áp suất nhất......
 1. Khái niệm.
Công nghệ đúc khuôn là công nghệ chế tạo ra sản phẩm bằng phương pháp đưa nguyên liệu (dạng nóng chảy hoặc rắn tùy loại vật liệu) vào khuôn, sau thời gian ổn đinh cho ra sản phẩm có hình dạng theo khuôn mẫu.
2. Các loại phương pháp đúc....
1. Khái niệm.
Công nghệ đúc khuôn là công nghệ chế tạo ra sản phẩm bằng phương pháp đưa nguyên liệu (dạng nóng chảy hoặc rắn tùy loại vật liệu) vào khuôn, sau thời gian ổn đinh cho ra sản phẩm có hình dạng theo khuôn mẫu.
2. Các loại phương pháp đúc....
 Trong hệ thống dầu ép, dầu được xem là loại chất lỏng không đàn hồi. Điều này giúp cho việc tính toán thiết kế các cơ cấu được đơn giản và dể dàng hơn. Trong thực tế dầu vẫn có tính đàn hồi do các chất khí hòa tan trong dầu. Nguyên nhân này làm cho việc bảo đảm sự làm việc ổn định, chuyển động êm......
Trong hệ thống dầu ép, dầu được xem là loại chất lỏng không đàn hồi. Điều này giúp cho việc tính toán thiết kế các cơ cấu được đơn giản và dể dàng hơn. Trong thực tế dầu vẫn có tính đàn hồi do các chất khí hòa tan trong dầu. Nguyên nhân này làm cho việc bảo đảm sự làm việc ổn định, chuyển động êm......
 Đúc trong khuôn mẫu chảy được phát minh bởi ông H.F.Shroyer người Mỹ, vào năm 1958 và được nhận bằng phát minh. Lòng khuôn được tạo ra nhờ mẫu vật liệu dễ chảy, khi sấy hoặc rót kim loại nóng chảy vào thì mẫu chảy tan biến và nguyên liệu được điền đầy vào khuôn....
Đúc trong khuôn mẫu chảy được phát minh bởi ông H.F.Shroyer người Mỹ, vào năm 1958 và được nhận bằng phát minh. Lòng khuôn được tạo ra nhờ mẫu vật liệu dễ chảy, khi sấy hoặc rót kim loại nóng chảy vào thì mẫu chảy tan biến và nguyên liệu được điền đầy vào khuôn....
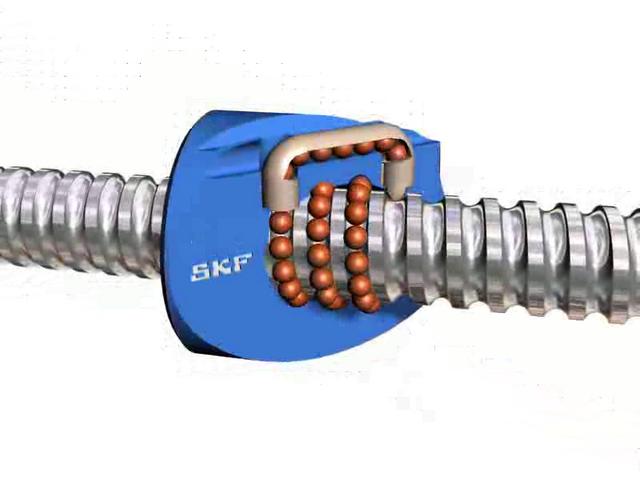
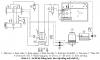
 Hệ thống dầu ép chuyển động thẳng là cơ sở của các thiết bị sử dụng dầu ép trên máy cắt kim loại. Hệ thống gồm có: bơm dầu, xilanh truyền lực và một số thiết bị phụ trợ khác. Nguyên lý hoạt động chuyển động thẳng như hình vẽ kèm...
Hệ thống dầu ép chuyển động thẳng là cơ sở của các thiết bị sử dụng dầu ép trên máy cắt kim loại. Hệ thống gồm có: bơm dầu, xilanh truyền lực và một số thiết bị phụ trợ khác. Nguyên lý hoạt động chuyển động thẳng như hình vẽ kèm...
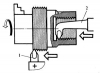
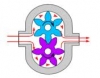 Động cơ dầu là cơ cấu biến đổi năng lượng dùng chế biến thế năng dầu thành cơ năng. Về nguyên tắc kết cấu của động cơ dầu giống như bơm dầu. Do đó tất cả các loại bơm dầu đều có thể làm chức năng của động cơ dầu và ngược lại. Thông thường động cơ dầu được lắp cùng với bơm dầu tạo thành một khối......
Động cơ dầu là cơ cấu biến đổi năng lượng dùng chế biến thế năng dầu thành cơ năng. Về nguyên tắc kết cấu của động cơ dầu giống như bơm dầu. Do đó tất cả các loại bơm dầu đều có thể làm chức năng của động cơ dầu và ngược lại. Thông thường động cơ dầu được lắp cùng với bơm dầu tạo thành một khối......
 Các vật liệu dùng trong cơ khí đều mang mục đích là làm sao cho chúng có thể sử dụng vào nhiều vị trí khác nhau. Thành phần của kim loại và hợp kim sẽ quyết định các tính chất cơ lý của nó....
Các vật liệu dùng trong cơ khí đều mang mục đích là làm sao cho chúng có thể sử dụng vào nhiều vị trí khác nhau. Thành phần của kim loại và hợp kim sẽ quyết định các tính chất cơ lý của nó....
 Đồng thau là hợp kim của Cu và Zn, có tính chống ăn mòn cao, dễ tạo hình, dễ gia công và dễ đúc. Có nhiều loại đồng thau:- Đồng thau alpha chứa đến 36% Zn rất thích hợp cho việc gia công nguội....
Đồng thau là hợp kim của Cu và Zn, có tính chống ăn mòn cao, dễ tạo hình, dễ gia công và dễ đúc. Có nhiều loại đồng thau:- Đồng thau alpha chứa đến 36% Zn rất thích hợp cho việc gia công nguội....
 Dao cắt carbides có tốc độ cắt rất cao, gấp ba đến bốn lần dao cắt bằng thép gió. Chúng có độ dai và va đập thấp, nhưng có độ cứng cao và độ cứng nóng rất cao.
Hợp kim cứng thông dụng chứa carbide wolfram được thiêu kết với bột cobalt. Một số carbides khác như TiC, TaC có thể được bổ xung thêm......
Dao cắt carbides có tốc độ cắt rất cao, gấp ba đến bốn lần dao cắt bằng thép gió. Chúng có độ dai và va đập thấp, nhưng có độ cứng cao và độ cứng nóng rất cao.
Hợp kim cứng thông dụng chứa carbide wolfram được thiêu kết với bột cobalt. Một số carbides khác như TiC, TaC có thể được bổ xung thêm......
 Cermet là loại dao cắt có thành phần gồm gốm và kim loại. hầu hết các loại hợp kim cermet được chế tạo từ oxit nhôm, carbide titan, oxit zircon được nén ép trong điều kiện nhiệt độ cao....
Cermet là loại dao cắt có thành phần gồm gốm và kim loại. hầu hết các loại hợp kim cermet được chế tạo từ oxit nhôm, carbide titan, oxit zircon được nén ép trong điều kiện nhiệt độ cao....
 Thiết Sn là một kim loại nguyên chất màu trắng bạc óng ánh kim loại. Sn mềm và dễ uốn có sức bền kém có khả năng chống mòn kém vì vậy thiếc được dùng để tráng các tấm thép làm hộp chứa thực phẩm. Thép tấm tráng thiếc còn được gọi là sắt tây....
Thiết Sn là một kim loại nguyên chất màu trắng bạc óng ánh kim loại. Sn mềm và dễ uốn có sức bền kém có khả năng chống mòn kém vì vậy thiếc được dùng để tráng các tấm thép làm hộp chứa thực phẩm. Thép tấm tráng thiếc còn được gọi là sắt tây....
 - Gang là một loại kim loại có hàm lượng carbon cao thường từ 2,5 đến 4%C với sắt là thành phần chính. Gang có nhiều loại tùy thuộc vào phương pháp sản xuất:
+ Gang xám+ Gang trắng
+ Gang dẻo
+ Gang cầu
- Đúc gang là phương pháp có nhiều tiện ích hơn những phương pháp sản xuất khác. Kỹ thuật......
- Gang là một loại kim loại có hàm lượng carbon cao thường từ 2,5 đến 4%C với sắt là thành phần chính. Gang có nhiều loại tùy thuộc vào phương pháp sản xuất:
+ Gang xám+ Gang trắng
+ Gang dẻo
+ Gang cầu
- Đúc gang là phương pháp có nhiều tiện ích hơn những phương pháp sản xuất khác. Kỹ thuật......
 Lý thuyết vật liệu đàn hồi:
+ Là một chất dẻo có thể trở lại trạng thái ban đầu sau khi chịu một lực nén hoặc kéo đó là vật liệu có tính đàn hồi cao. Một vật đàn hồi có thể trở nên có tính đàn hồi cao khi được lưu hóa, khi nguội lại cộng với các chất khác, về cơ lý bản thân chúng đã có tính đàn......
Lý thuyết vật liệu đàn hồi:
+ Là một chất dẻo có thể trở lại trạng thái ban đầu sau khi chịu một lực nén hoặc kéo đó là vật liệu có tính đàn hồi cao. Một vật đàn hồi có thể trở nên có tính đàn hồi cao khi được lưu hóa, khi nguội lại cộng với các chất khác, về cơ lý bản thân chúng đã có tính đàn......
 Các chi tiết máy đều được chế tạo từ phôi. Phôi là một đối tượng sản xuất mà từ đó với phương pháp làm thay đổi hình dạng, kích thước, độ nhám và nhiều khi cả tính chất của vật liệu ta có được chi tiết cần gia công. Lớp kim loại cần lấy đi trên bề mặt của phôi trong quá trình cắt gọt được gọi là......
Các chi tiết máy đều được chế tạo từ phôi. Phôi là một đối tượng sản xuất mà từ đó với phương pháp làm thay đổi hình dạng, kích thước, độ nhám và nhiều khi cả tính chất của vật liệu ta có được chi tiết cần gia công. Lớp kim loại cần lấy đi trên bề mặt của phôi trong quá trình cắt gọt được gọi là......
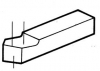 Phần làm việc của dụng cụ cắt gọt trong đó có dao tiện phải đạt các yêu cầu về cơ lý như sau : Phải là vật liệu có độ cứng cao, độ bền nhiệt ở điều kiện nhiệt độ cao, tính chịu mòn cao và độ dai cao để chống lại tải trọng va đập trong quá trình cắt gọt....
Phần làm việc của dụng cụ cắt gọt trong đó có dao tiện phải đạt các yêu cầu về cơ lý như sau : Phải là vật liệu có độ cứng cao, độ bền nhiệt ở điều kiện nhiệt độ cao, tính chịu mòn cao và độ dai cao để chống lại tải trọng va đập trong quá trình cắt gọt....
 Trong quá trình cắt gọt, ma sát giữa phoi và mặt trước của dao, giữa mặt sau chính và vật gia công làm cho phần làm việc của dao bị mài mòn. Dao mòn sẽ làm giảm năng suất, độ chính xác và chất lượng của chi tiết gia công. Vì vậy khi dao tiện bị mòn người thợ phải mài lại dao....
Trong quá trình cắt gọt, ma sát giữa phoi và mặt trước của dao, giữa mặt sau chính và vật gia công làm cho phần làm việc của dao bị mài mòn. Dao mòn sẽ làm giảm năng suất, độ chính xác và chất lượng của chi tiết gia công. Vì vậy khi dao tiện bị mòn người thợ phải mài lại dao....
 Quá trình cắt gọt đặc trưng bởi một chế độ cắt đã xác định. Chế độ cắt bao gồm nhiều yếu tố như : chiều sâu, bước tiến và tốc độ cắt.
Chiều sâu cắt t ( mm ): là chiều dày lớp kim loại được bóc đi sau một lần chạy dao. Chiều sâu cắt được đo theo phương vuông góc với bề mặt gia công. Khi tiện trụ......
Quá trình cắt gọt đặc trưng bởi một chế độ cắt đã xác định. Chế độ cắt bao gồm nhiều yếu tố như : chiều sâu, bước tiến và tốc độ cắt.
Chiều sâu cắt t ( mm ): là chiều dày lớp kim loại được bóc đi sau một lần chạy dao. Chiều sâu cắt được đo theo phương vuông góc với bề mặt gia công. Khi tiện trụ......
 Để hiểu và vận dụng hợp lý các công cụ và dụng cụ mài hoặc đánh bóng thì người thực hiện cũng như người chỉ đạo, giám sát cần lưu ý đến những điểm khác biệt của các quá trình xử lý bề mặt chi tiết bằng các phương pháp khác nhau.Để tránh sự nhầm lẫn trong quá trình này, xin đưa ra một số khái niệm và......
Để hiểu và vận dụng hợp lý các công cụ và dụng cụ mài hoặc đánh bóng thì người thực hiện cũng như người chỉ đạo, giám sát cần lưu ý đến những điểm khác biệt của các quá trình xử lý bề mặt chi tiết bằng các phương pháp khác nhau.Để tránh sự nhầm lẫn trong quá trình này, xin đưa ra một số khái niệm và......
 Khi quan sát và vẽ hình biểu diễn của vật thể, ta thấy hình dáng của vật thể được tạo thành bởi các đường có tính chất khác nhau, như đường bao thấy, đường bao khuất, đường trục, đường tâm…Các loại đường này được thể hiện trên bản vẽ bằng các loại nét khác nhau theo quy định của TCVN 8-93....
Khi quan sát và vẽ hình biểu diễn của vật thể, ta thấy hình dáng của vật thể được tạo thành bởi các đường có tính chất khác nhau, như đường bao thấy, đường bao khuất, đường trục, đường tâm…Các loại đường này được thể hiện trên bản vẽ bằng các loại nét khác nhau theo quy định của TCVN 8-93....
 Xác định O’ đối xứng với O qua A.
Dựng đường trung trực của đoạn OO’.
AA’ chính là tiếp tuyến cần dựng.
Qua điểm A ngoài đường tròn:
Xác định trung điểm M của đoạn OA.
Dựng đường tròn tâm M, đường kính OA,đường tròn này cắt (O;R) tại 2 điểm B và C....
Xác định O’ đối xứng với O qua A.
Dựng đường trung trực của đoạn OO’.
AA’ chính là tiếp tuyến cần dựng.
Qua điểm A ngoài đường tròn:
Xác định trung điểm M của đoạn OA.
Dựng đường tròn tâm M, đường kính OA,đường tròn này cắt (O;R) tại 2 điểm B và C....
Nếu kết quả này không như mong đợi, bạn hãy thử sử dụng công cụ tìm kiếm của Google dưới đây!